
Personnaliséiert Plastikdeeler


Als ee vun de kompetitivsten Hiersteller vu Formen a Sprëtzgussfirmen a China, dénge mir eng breet Palette vun Industrieapplikatiounen, dorënner Haushaltsapplikatiounen, Automobilindustrie, Elektronik, Medizin, Landwirtschaft, Biergbau a sou weider.
Eis Servicer ëmfaassen:
- CAD-Design/Formflussanalyse/DFM
- Benotzerdefinéiert Sprëtzgussformen, Sprëtzgussproduktioun
- Plastik Sprëtzguss
- Prototyping, Produktioun a klenge Volumen
- Molerei, Dréckerei, Montage
Aféierung
Eis Sprëtzgussatelier huet 12 Sätz vu Plastik-Sprëtzgussmaschinnen, mat enger Kapazitéit vun 40 bis 800 Tonnen, a mir bidden 24 Stonnen den Dag, 7 Deeg an der Woch automatesch Produktiounsservicer. De Plastikharz, deen mir ausgewielt hunn, deckt e breet Spektrum of, dorënner ABS, PC, PP, PA, PMMA, POM, PE etc.
Mir bauen d'Formen fir Plastik-Sprëtzguss. Um Ufank vum Formdesign berécksiichtege mir d'Sprëtzgussprozess. Dëst erlaabt eis, déi kuerst Formzykluszäit mat minimale Ënnerhaltskäschten z'erreechen, wat schlussendlech eise Clienten zugutt kënnt. Produktiounsbestellunge fir kleng Quantitéiten si wëllkomm. Et geschitt ëmmer, wann d'Clienten d'Käschten onerdréilech fannen, besonnesch d'Käschte fir d'Formen ze bauen. Eis Formen kënnen eng ganz Palette vu Léisunge bidden, fir Äre Budget fir Projeten am klenge Volumen mat gudder Qualitéit ze senken. Eis Experten schaffen zesumme mat Iech, fir déi bescht Léisung fir Är Firmen ze fannen.
Mir hunn Erfahrung mat verschiddene Plastik-Sprëtzgussformen fir d'Automobilindustrie, Medikamenter, Beliichtung, Sportausrüstung, Haushaltsapparater a Landwirtschaft. Aktuell hu mir 20 exzellent Ingenieuren an eiser Firma, déi meescht vun hinnen hunn eng gutt Ausbildung an der Plastik-Sprëtzgussindustrie, si si houfreg op hir Aarbecht, mir kënnen 20 Sätz Sprëtzgussformen pro Mount liwweren. Fir déi héchst Ufuerderunge vu globale Firmen ze erfëllen, investéiere mir kontinuéierlech an déi neist Technologie a mir equipéieren déi fortgeschrattst Formproduktiounsanlagen. Mir hunn eng voll intern Produktiounskapazitéit fir Plastik-Sprëtzguss, Sprëtzguss, Lackéierung a Montage. Eis Ausrüstung enthält ënner anerem: 8 Sätz CNC, Präzisioun 0,005 mm; 14 Sätz Spigel EDM, 8 Sätz luesen Drotschnëtt, 12 Sätz Sprëtzgussmaschinne vun 40 Tonnen bis 800 Tonnen, 1 Satz 2D-Projektiounsmiessung, 1 Satz CMM. Mir kënnen Plastikformen a Sprëtzgussformen mat engem Gewiicht vun maximal 7,5 Tonnen bauen, gegoss Plastikdeeler mat engem Gewiicht vun maximal 1200 g. Mir benotzen och dat fortgeschratt CAD/CAM/CAE-System, mir kënnen mat Datenformater a pdf, dwg, dxf, igs, stp etc. schaffen.
Aarbechtsprinzip
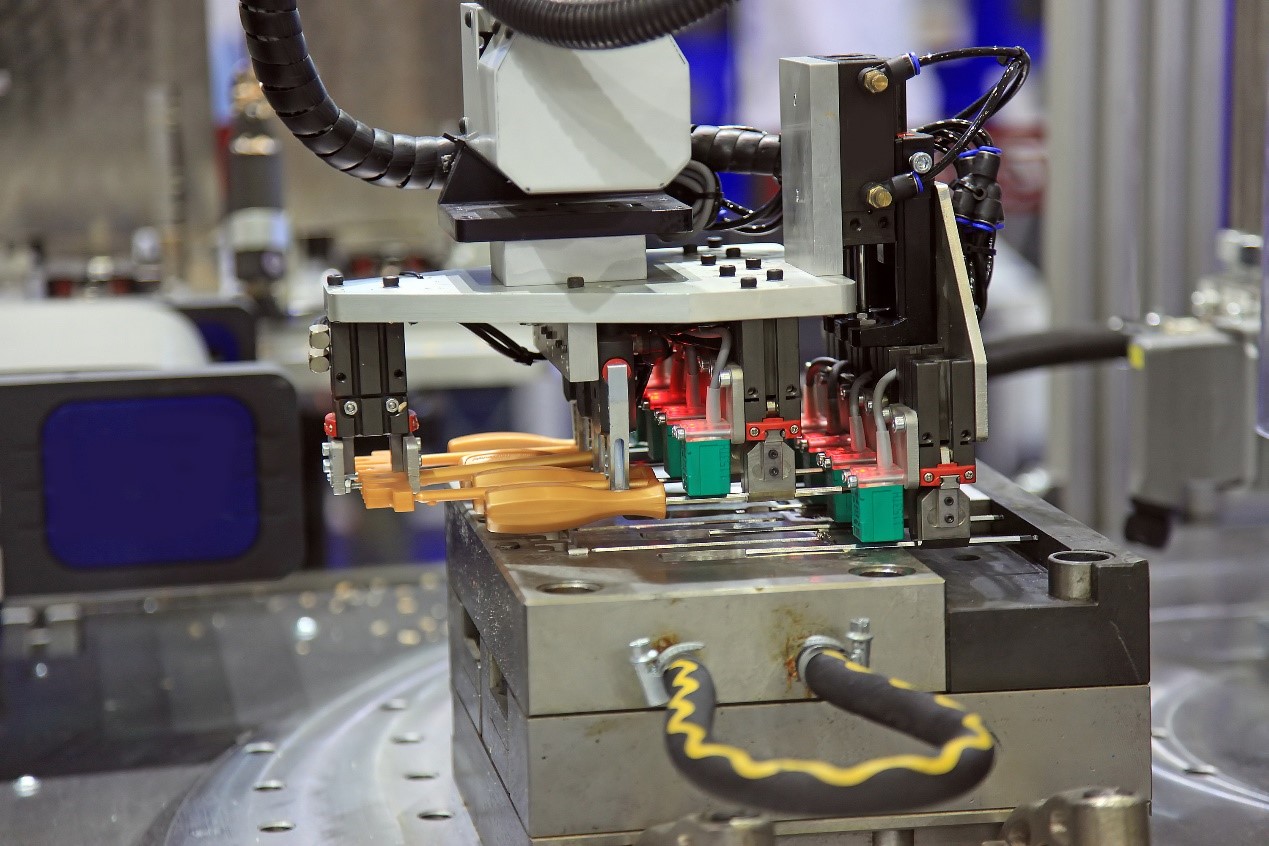
Sprëtzguss ass e Prozess fir Plastikharz an déi gewënscht Form ze formen. Eng Sprëtzgussmaschinn dréckt de geschmoltenen Plastik an d'Form a killt se duerch e Killsystem an eng fest entworf Form of. Bal all Thermoplasten benotzen dës Method. Am Verglach mat anere Veraarbechtungsmethoden huet Sprëtzguss Virdeeler vun der Genauegkeet, der Produktivitéit, dem héijen Ufuerderunge fir Ausrüstung an de Käschte fir d'Form, dofir ass et haaptsächlech fir d'Produktioun vu Sprëtzgussdeeler a grousse Quantitéiten geduecht.
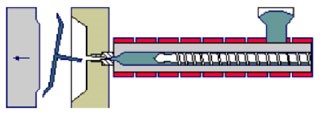
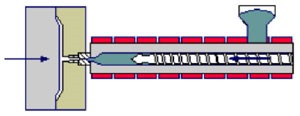
Bei Sprëtzgussmaschinne gëtt dacks e Kolbenzylinder / Schraufzylinder benotzt. Sprëtzgussprozess: De Plastikrohmaterial gëtt vum Trichter an de Fass geführt, de Kolben fänkt un ze drécken, de Plastikrohmaterial gëtt an eng Heizzon gedréckt an dann duerch de Bypass-Shuttle, de geschmollte Plastik gëtt duerch d'Düs an d'Formhöhle gedréckt, duerno fléisst Waasser oder Ueleg duerch dat entwéckelt Killsystem fir d'Form ofzekillen, fir e Plastikartikel ze kréien. Sprëtzgussdeeler aus der Formhöhle mussen typescherweis richteg behandelt ginn, fir d'Spannungen, déi beim Sprëtzgussprozess entstinn, ze entfernen, fir eng gutt Dimensiounsstabilitéit a Leeschtung ze hunn.
Sechs Etappen vunPlastik SprëtzgussProzess
De Sprëtzgussprozess vu Plastik fänkt mat der Schwéierkraaftzufuhr vu Polyolefin-Pellets aus engem Trichter an d'Sprëtzeenheet vun der Sprëtzgussmaschinn un. Hëtzt an Drock ginn op de Polyolefin-Harz ugewannt, wouduerch en schmëlzt a fléisst. D'Schmelz gëtt ënner héijem Drock an d'Form injizéiert. Den Drock gëtt op d'Material an der Kavitéit gehalen, bis et ofkillt a fest gëtt. Wann d'Temperatur vum Plastikdeel méi niddreg ass wéi d'Verzerrungstemperatur vum Material, geet d'Form op an de Plastikdeel gëtt erausgeworf.
De komplette Sprëtzgussprozess gëtt Sprëtzgusszyklus genannt. D'Period tëscht dem Ufank vun der Sprëtzguss vun der Schmelz an d'Formhöhl an dem Opmaache vun der Form gëtt d'Spannzoumaachzäit genannt. Déi total Sprëtzgusszykluszäit besteet aus der Spannzoumaachzäit plus der Zäit, déi néideg ass fir d'Form opzemaachen, den Plastikdeel erauszestéissen an d'Form erëm zouzemaachen. D'Sprëtzgussmaschinn transferéiert den Harz an d'Sprëtzgussdeeler duerch en Schmelz-, Sprëtz-, Pack- a Killzyklus. Eng Plastiksprëtzgussmaschinn enthält déi folgend Haaptkomponenten, wéi hei ënnendrënner.
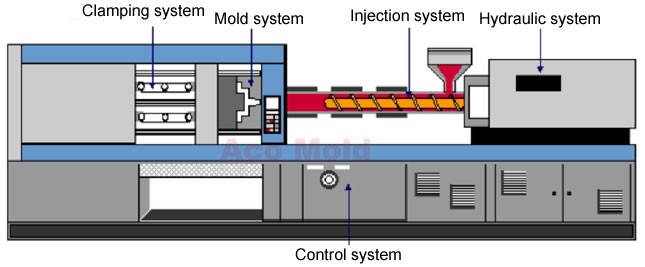
InjektiounssystemD'Réimaterialien an den Zylinder ginn, en opwiermen a schmëlzen, d'geschmolten Materialien duerch den Ersatzdeel an den Hiwwel drécken.
Hydraulescht System: fir d'Kraaft vun der Injektioun ze liwweren.
Schimmelsystem: d'Form ze lueden an zesummenzesetzen.
Klemmsystem: fir Packkraaft ze liwweren.
Kontrollsystem: fir d'Aktioun ze kontrolléieren, Killsystem.
D'Spannkraaft gëtt dacks benotzt fir d'Kapazitéit vun der Plastiksprëtzgussmaschinn ze bestëmmen, aner Parameter sinn d'Sprëtzvolumen, d'Injektiounsquote, den Injektiounsdrock, d'Schrauf, d'Layout vun der Sprëtzstang, d'Formgréisst an den Ofstand tëscht de Spannstangen. Plastiksprëtzgussmaschinne kënnen a verschidde Kategorien agedeelt ginn, nieft Allgemengzweckmaschinne fir normal Plastikdeeler ouni héich Präzisioun oder ongewéinlecht Design, gëtt et Maschinne mat enke Toleranzen, speziell fir Héichpräzisdeeler, an Héichgeschwindegkeetsmaschinne fir dënnwandeg Deeler.
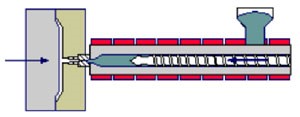
E ganze Sprëtzgussprozess ëmfaasst folgend sechs Schrëtt
1) D'Form mécht sech zou an d'Schrauf fänkt un, sech fir d'Injektioun no vir ze beweegen.
2) Fëllen, geschmollte Rohmaterialien an den Kavitéit erauswerfen.
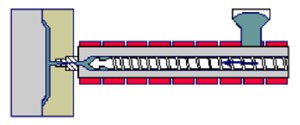
3) Packen, d'Höhl gëtt gepackt, well d'Schrauf sech kontinuéierlech no vir beweegt.
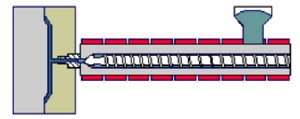
4) Ofkille, den Huelraum killt of, well d'Schleis afréiert an no der Zoumaache fänkt d'Schrauf un, sech zréckzezéien, fir d'Material fir den nächste Zyklus ze plastifizéieren.
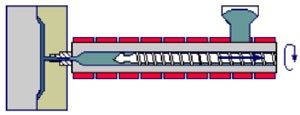
5) Form opmaachen an Deeler erauswerfen, d'Form mécht sech op an d'Deeler ginn duerch den Auswerfsystem erausgespritzt.
6) Zoumaachen, d'Form mécht sech zou an den nächste Zyklus fänkt un.
PO-Prozedur
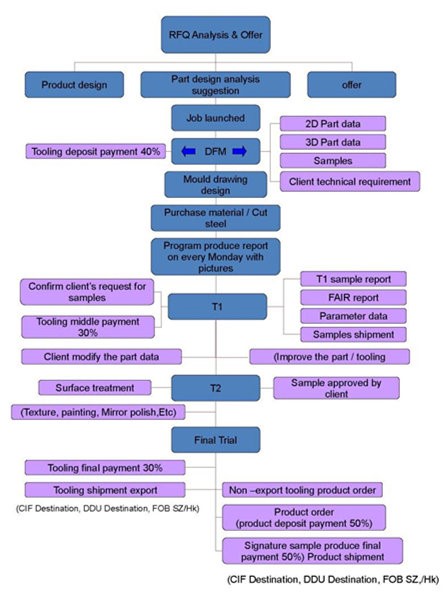
Vun der Ufro bis zum Ofschloss vun der Bestellung hu mir eng Standardprozedur, déi mir verfollegen mussen, déi souwuel intern wéi och bei de Clienten hëlleft, ëmmer kloer ze sinn, wou mir sinn. Den Iwwergank vun all Schrëtt wier och méi einfach a méi reibungslos.
Bestellungsprozess vun der Exportinjektiounsplastikform:
- 2D/3D-Deelzeechnung vum Client kritt, Projetmanager hält eng éischt Versammlung of, fir d'Donnéeë vum Client mat Formdesigner, Formbauer, QA Manager a PMC ze iwwerpréiwen. All Informatiounen, déi diskutéiert goufen, ginn zesummegestallt an den DFM-Rapport un de Client fir d'Bestätegung geschéckt.
- Den DFM-Rapport enthält all néideg Informatiounen virum Design a Fabrikatioun. Formöffnungswee, Auswurfwee, Layout vun den Injektiounsstiften, Layout vun den Deeler, Formtrennlinn, Killlinn. Spezial Strukturfeatures wéi Schieber, Wénkelheber, Finish vum Formkär an der Kavitéit, Gravur etc.
- Nodeems all Detailer diskutéiert goufen, fänkt den Design vun der Form un an den 2D-Layout vum Formdesign gëtt dem Client bannent 1-3 Deeg zur Verfügung gestallt. Den Design vun der Form an 3D dauert 3-7 Deeg, jee no der Komplexitéit vun der Form.
- Schéckt den Design vun der Form un de Client fir d'Genehmegung, fänkt no der Bestellung vun der Formstahl, der Formbasis an den Accessoiren un. E Prozessbericht gëtt agereecht a weist de ganze geplangte Prozess. E wöchentleche Bericht gëtt verfollegt, wéi de Formfabrikatiounsprozess sech weiderentwéckelt bis en fäerdeg ass.
- Déi éischt Formtest weist ob all Mechanismen vun der Form richteg funktionéieren an d'Geometrie vum Deel korrekt ass. Mir kontrolléieren de Formkillsystem, d'Forminjektiounssystem, d'Formauswerfsystem etc. Nom richtege Modifikatioun ginn T1-Gegottplastikproben zesumme mam Dimensiounsbericht an de Sprëtzgussparameter dem Client virgeluecht. Normalerweis ass et 90% Perfektioun.
- Kritt Kommentarer zur Verbesserung vun de Prouwe, Funktionalitéit, Ausgesinn, dimensional no Korrekturen, fäerdeg Textur/Poléieren, Gravur, schéckt d'Prouwe fir déi endgülteg Genehmegung.
- Maacht eng kleng automatesch Laf- a CPK-Berichtstudie fir d'Stabilitéit vum Tool ze garantéieren.
- D'Form gëtt an enger Holzkëscht verpackt. Wann d'Form per Mier verschéckt gëtt, leeë mir besonnesch Opmierksamkeet op d'Vakuumverpackung, fir Rost ze vermeiden. D'Päck enthalen all 2D/3D-Formdesignzeechnungen, NC-Programméierungsdaten, Koffer, Ersatzdeeler, austauschbar Asätz, etc.
- D'Aarbechtsleistung vun der Form an der Fabréck vun de Clienten iwwerwaachen a néideg Servicer ubidden.
Mir kënnen och grouss Plastikprodukter no de Wënsch vun de Clienten hierstellen, déi wäit verbreet am Biergbau, der Industrie, dem Bauwiesen a sou weider agesat ginn. Informéiert Iech w.e.g. bei der Fabréck fir speziell Ufuerderungen.












